Ano ang Butt Weld Pipe Cap at Paano Ito Gumagana sa isang Piping System
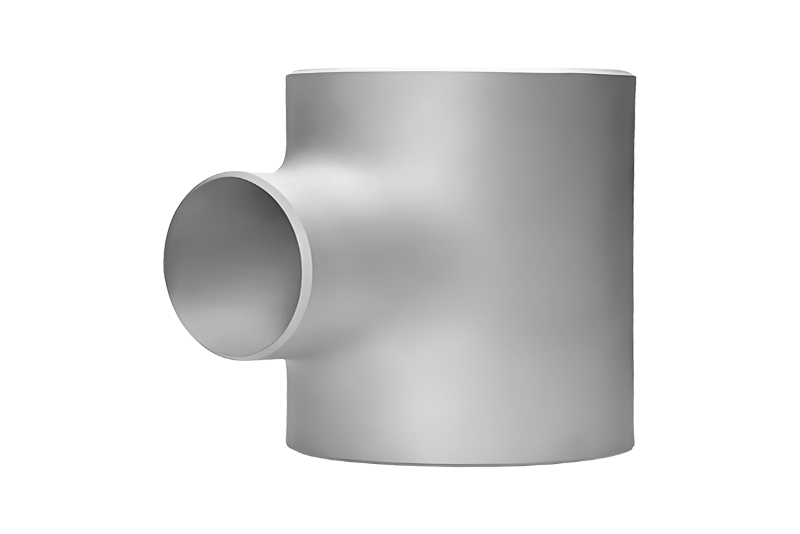
A butt weld pipe cap ay isang pressure-containing pipe fitting na idinisenyo upang permanenteng isara ang bukas na dulo ng pipe sa pamamagitan ng pagwelding nang direkta sa pipe wall sa beveled joint interface. Hindi tulad ng mga sinulid na takip o socket weld caps — na umaasa sa mekanikal na koneksyon o fillet weld sa isang socket interior — inihahanda ang butt weld cap na may katugmang anggulo ng bevel sa bukas na dulo nito, na nakahanay sa pipe end bevel, at pinagsama ng full-penetration groove weld na nagsasama ng fitting wall sa pipe wall sa buong cross-section ng joint. Ang welded na koneksyon na ito ay lumilikha ng isang selyadong, monolitikong pagsasara na nagiging mahalagang bahagi ng sistema ng piping, na may kakayahang mapanatili ang parehong panloob na presyon, temperatura, at mga mekanikal na karga gaya ng mismong konektadong tubo.
Ang gumaganang tungkulin ng isang butt weld pipe cap sa isang piping system ay upang wakasan ang isang pipe run — permanente man, tulad ng sa kaso ng isang dead-end branch o isang hydrostatically tested na dulo ng linya, o pansamantalang sa panahon ng konstruksiyon kapag ang mga hinaharap na koneksyon ay binalak. Ang hemispherical o ellipsoidal dome geometry ng saradong dulo ng takip ay namamahagi nang pantay-pantay sa kurbadong ibabaw, na higit na mas mahusay kaysa sa flat closure plate na may katumbas na kapal. Nangangahulugan ang geometric na kahusayan na ito na ang wastong idinisenyong butt weld cap ay makakapagpapanatili ng mas mataas na panloob na mga pressure na may mas kaunting kapal ng materyal kaysa sa flat blind flange ng parehong nominal na laki ng pipe, na ginagawang ang naka-cap na pipe ay nagtatapos sa gustong paraan ng pagwawakas sa mga high-pressure na piping system.
Mga Uri ng Head Geometry: Ellipsoidal, Hemispherical, at Flat Cap Profile
Ang mga butt weld pipe cap ay ginawa sa ilang mga closed-end na geometries, bawat isa ay may iba't ibang pressure-containing efficiency, mga kinakailangan sa materyal, at pagiging kumplikado ng pagmamanupaktura. Ang pag-unawa sa mga opsyong geometry na ito ay mahalaga para sa mga inhinyero na tumutukoy sa mga takip para sa mga high-pressure na application kung saan ang disenyo ng ulo ay nakakaapekto sa mga kalkulasyon ng kapal ng pader at rating ng presyon.
Ellipsoidal (2:1 Ratio) Caps
Ang 2:1 semi-ellipsoidal na profile — kung saan ang lalim ng simboryo ay katumbas ng kalahati ng panloob na radius ng tubo — ang pinakakaraniwang tinukoy na geometry ng butt weld cap para sa karaniwang mga pang-industriyang piping application. Nagbibigay ang profile na ito ng paborableng balanse sa pagitan ng kahusayan na naglalaman ng presyon at pagiging praktikal sa pagmamanupaktura. Ang internal pressure stress sa isang 2:1 ellipsoidal head sa korona ay humigit-kumulang katumbas ng sa cylindrical pipe shell ng parehong diameter at kapal, ibig sabihin, ang cap wall ay hindi kailangang mas makapal kaysa sa konektadong pipe upang mapanatili ang parehong panloob na presyon. Ang ASME B16.9 — ang namamahala na pamantayan para sa factory-made wrought butt welding fittings sa North America — ay tumutukoy sa mga dimensyunal na kinakailangan para sa karaniwang mga takip ng tubo sa hanay ng nominal pipe size (NPS), at karamihan sa mga komersyal na magagamit na carbon steel, stainless steel, at alloy steel caps sa karaniwang kapal ng pader ay sumusunod sa pamantayang ito.

Mga Hemispherical Caps
Hemispherical butt weld caps — kung saan ang simboryo ay bumubuo ng kumpletong kalahating globo — ay nag-aalok ng pinakamataas na kahusayan sa presyon ng anumang closed-end na geometry, na ang crown stress ay eksaktong kalahati ng katumbas ng cylindrical shell. Nangangahulugan ito na ang mga hemispherical cap ay nangangailangan ng pinakamanipis na pader ng anumang uri ng ulo para sa isang partikular na presyon ng disenyo, na ginagawa itong mas pinili para sa napakataas na presyon ng mga aplikasyon — mga subsea pipeline, high-pressure na gas vessel, at hydraulic test end closure — kung saan kritikal ang bigat at gastos ng materyal. Ang trade-off ay mas kumplikado sa pagmamanupaktura: ang pagbuo ng isang tunay na hemisphere ay nangangailangan ng higit pang materyal na deformation at mas tumpak na tooling kaysa sa isang ellipsoidal profile, na nagpapataas ng gastos sa pagmamanupaktura at lead time kumpara sa mga karaniwang ellipsoidal cap.
Mga Flat Cap
Ang mga flat butt weld caps — na may patag na saradong dulo sa halip na isang domed na profile — ay ang pinakamababang pressure-efficient na geometry ngunit ginagamit sa mga low-pressure na application kung saan priority ang pagiging simple ng paggawa o panloob na access para sa inspeksyon at paglilinis. Ang isang patag na pagsasara ay nangangailangan ng makabuluhang mas malaking kapal ng pader kaysa sa isang may domed na ulo upang mapanatili ang parehong panloob na presyon, dahil ang flat plate ay dapat labanan ang baluktot na stress sa buong diameter nito kaysa sa pamamahagi ng hoop stress sa pamamagitan ng isang curved shell. Ang mga flat cap ay karaniwan sa imbakan sa atmospera, mga koneksyon sa instrumento na may mababang presyon, at pagsasara ng pagpapanatili kung saan ang presyon ay hindi isang driver ng disenyo.
Mga Materyal na Grado at Pamantayan para sa Butt Weld Pipe Caps
Ang mga butt weld pipe cap ay ginawa sa isang komprehensibong hanay ng mga grado ng materyal upang tumugma sa mga kinakailangan sa presyon, temperatura, at paglaban sa kaagnasan ng konektadong piping system. Ang materyal na detalye ng takip ay dapat na tugma sa materyal ng tubo para sa hinang — tumutugma o halos magkatulad na komposisyon ng kemikal, katumbas ng carbon, at mga mekanikal na katangian — upang matiyak na ang butt weld joint ay maaaring gawin gamit ang naaangkop na filler metal selection at preheat na kinakailangan nang hindi nagpapakilala ng mga problema sa weld metalurgy.
| Marka ng Materyal | Pagtutukoy ng ASTM | Saklaw ng Temperatura | Karaniwang Aplikasyon |
| Carbon Steel (A234 WPB) | ASTM A234 Gr. WPB | −29°C hanggang 427°C | Pangkalahatang proseso, langis at gas, tubig |
| Low-Temp Carbon Steel (WPC) | ASTM A420 Gr. WPL6 | −46°C hanggang 343°C | Cryogenic, LNG, malamig na serbisyo |
| 304/304L Hindi kinakalawang na Asero | ASTM A403 Gr. WP304/L | −196°C hanggang 538°C | Kemikal, pagkain, parmasyutiko |
| 316/316L Hindi kinakalawang na Asero | ASTM A403 Gr. WP316/L | −196°C hanggang 538°C | Marine, chloride na kapaligiran |
| Chrome-Moly (P11, P22) | ASTM A234 Gr. WP11/WP22 | Hanggang 593°C | High-temp steam, refinery |
| Duplex Stainless (2205) | ASTM A815 Gr. WPS31803 | −50°C hanggang 316°C | Offshore, seawater, sour service |
| Nickel Alloy (Inconel, Hastelloy) | ASTM B366 | Hanggang 1,093°C | Mataas na temperatura, lubhang kinakaing unti-unti na serbisyo |
Para sa mga carbon steel cap sa karaniwang serbisyo, ang ASTM A234 Grade WPB ay ang unibersal na espesipikasyon na sumasaklaw sa mga takip na ginawa mula sa seamless o welded at iginuhit na carbon steel pipe o plate. Ang prefix na "WP" sa pagtatalaga ng grado ay tumutukoy sa "wrought pipe fitting," na nagpapatunay na ang fitting ay nabuo sa pamamagitan ng mainit o malamig na mekanikal na pagtatrabaho sa halip na pag-cast. Ang mga cast fitting — habang ginagamit minsan para sa butt weld ends — ay may iba't ibang kalidad na pagsasaalang-alang at pinamamahalaan ng hiwalay na mga pamantayan ng ASTM. Ang pagpili sa pagitan ng seamless at welded-and-drawn na pagmamanupaktura ay nakakaapekto sa kalidad ng takip, lalo na sa mas malalaking sukat sa itaas ng NPS 12 kung saan ang seamless na paggawa ay nagiging hindi gaanong praktikal at ang welded construction ay naging karaniwan. Ang pagtukoy ng mga walang putol na takip sa mga kritikal na aplikasyon ng serbisyo - mataas na presyon, mataas na temperatura, o serbisyo ng hydrogen - ay karaniwang kasanayan upang alisin ang weld seam bilang isang potensyal na kanais-nais na lugar ng pagsisimula ng kaagnasan o hydrogen embrittlement.
Mga Dimensional na Pamantayan at Sukat ng Sukat para sa Butt Weld Caps
Ang dimensional na mga kinakailangan para sa butt weld pipe caps ay pinamamahalaan ng mga pamantayang kinikilala sa buong mundo na tumutukoy sa diameter sa labas, kapal ng pader, haba ng dulo hanggang dulo, at anggulo ng bevel ng fitting sa buong hanay ng mga nominal na laki ng tubo. Ang pagsunod sa mga pamantayang ito ay nagsisiguro ng pagpapalitan sa pagitan ng mga angkop na supplier at pagiging tugma sa mga sukat ng tubo mula sa iba't ibang mga tagagawa - isang kritikal na kinakailangan para sa integridad ng mga welded piping system.
Ang ASME B16.9 ay ang pangunahing dimensional na pamantayan para sa factory-made wrought butt welding fittings sa North American at internationally supplied piping, na sumasaklaw sa mga takip mula sa NPS ½ (DN 15) hanggang NPS 48 (DN 1200) sa standard, extra-strong (XS), at double extra-strong (XXS) na kapal ng pader. Tinutukoy ng pamantayan ang center-to-end o end-to-end na mga dimensyon para sa bawat uri ng angkop, ang pinahihintulutang dimensional tolerance, at ang mga kinakailangan sa pagmamarka para sa traceability. Sinasaklaw ng MSS SP-75 ang mga high-yield-strength butt weld fitting na ginagamit sa pipeline service, habang ang EN 10253 ay ang katumbas na European standard na namamahala sa butt weld fitting dimensyon para sa mga piping system na naka-install sa ilalim ng European regulatory frameworks.
Para sa mga laki sa itaas ng NPS 24, ang mga butt weld cap ay lalong ginagawa bilang mga custom na fabrication kaysa sa mga standard na factory-made fitting — na nabuo mula sa plate sa pamamagitan ng mga operasyon ng pagpindot at pag-ikot, pagkatapos ay pinuputol at nilagyan ng bevel sa mga kinakailangang dimensyon. Ang mga gawa-gawang malalaking takip na ito ay dapat pa ring matugunan ang naaangkop na mga pamantayan sa dimensyon at materyal ngunit maaaring magkaroon ng mas mahahabang oras ng pagmamanupaktura at mas mataas na halaga ng yunit kaysa sa karaniwang mga item ng catalog sa mas maliliit na laki. Ang pagkuha ng mga malalaking takip para sa mga kritikal na aplikasyon ng serbisyo ay dapat magsama ng dimensional na inspeksyon sa pasilidad ng tagagawa at pagsusuri ng sertipikasyon ng materyal bago ipadala.
Mga Implikasyon sa Pagpili ng Iskedyul ng Kapal ng Wall at Rating ng Presyon
Ang mga takip ng butt weld pipe ay magagamit sa mga kapal ng pader na naaayon sa mga karaniwang pagtatalaga ng iskedyul ng pipe — Iskedyul 40, Iskedyul 80, Iskedyul 160, XS, at XXS ang pinakakaraniwan para sa mga aplikasyon ng carbon at stainless steel. Ang kapal ng pader ng takip ay dapat na katumbas o mas malaki kaysa sa kapal ng dingding ng konektadong tubo upang matiyak na ang takip ay hindi magiging pinakamahina na elementong naglalaman ng presyon sa sistema ng tubo. Sa pagsasagawa, ang mga takip ng tubo ay karaniwang tinutukoy upang tumugma sa iskedyul ng pipe ng konektadong tubo, at ang ASME B31.3 o naaangkop na code ng piping ay nagbibigay ng mga panuntunan sa disenyo para sa pagkalkula ng kinakailangang kapal ng pader batay sa presyon ng disenyo, temperatura ng disenyo, at materyal na pinapahintulutang stress.
Ang rating ng presyon ng isang butt weld cap ay hindi ipinahayag bilang isang nakapirming halaga sa mismong fitting — hindi tulad ng mga flanged fitting na may rating ng klase ng presyon — ngunit sa halip ay tinutukoy ng kapal ng pader, grado ng materyal, at temperatura ng disenyo ng partikular na takip sa konteksto ng naaangkop na code ng disenyo. Ang diskarte na ito ay nangangahulugan na ang isang Schedule 80 carbon steel cap na na-rate para sa isang pressure sa ambient temperature ay magkakaroon ng pinababang pinapahintulutang working pressure sa mataas na temperatura, dahil ang pinapahintulutang stress ng materyal ay bumababa sa pagtaas ng temperatura. Dapat i-verify ng mga inhinyero na tumutukoy sa butt weld cap para sa mataas na temperatura na serbisyo na ang kapal ng pader ng takip ay sapat sa pinakamataas na temperatura ng disenyo, hindi lamang sa mga kondisyon ng kapaligiran.
Mga Pang-industriyang Aplikasyon ng Butt Weld Pipe Caps
Ang mga butt weld pipe cap ay lumilitaw sa halos lahat ng sektor ng industriyal na konstruksyon ng piping, na naghahatid ng isang hanay ng mga partikular na pagganap na tungkulin na lampas sa simpleng pagwawakas ng linya. Ang pag-unawa sa mga application na ito ay nakakatulong sa mga piping engineer at procurement team na tukuyin ang tamang uri ng cap at materyal para sa bawat use case.
- Permanenteng dead-end na pagwawakas ng mga linya ng sangay: Sa proseso ng planta at refinery piping, ang mga koneksyon sa sangay na naka-install para sa pagpapalawak sa hinaharap ngunit hindi agad nakakonekta sa mga kagamitan sa proseso ay nilagyan ng mga butt weld cap na hinangin sa dulo ng pipe ng sangay. Ang permanenteng weld ay nagbibigay ng leak-free na pagsasara na maaaring mapanatili ang buong system test pressure at proseso ng operating pressure nang walang hanggan, nang walang panganib ng pagluwag o pagtagas na maaaring mangyari sa sinulid o bolted blind na pagsasara sa paglipas ng panahon.
- Pagsubok sa presyon ng hydrostatic: Bago i-commission ang isang piping system, ito ay sinusuri sa presyon upang ma-verify ang integridad ng lahat ng welds at fittings. Ang mga takip ng butt weld ay hinangin sa mga bukas na dulo ng tubo sa panahon ng yugto ng pagsubok upang isara ang sistema para sa presyon. Pagkatapos ng matagumpay na pagsubok, ang mga takip ay maaaring putulin at alisin kung ang mga dulo ng tubo ay ikokonekta sa kagamitan o iba pang mga seksyon ng piping, na ginagawa ang pagpili ng takip para sa mga layunin ng pagsubok na nakatuon sa kasapatan ng kapal ng pader para sa presyon ng pagsubok kaysa sa pangmatagalang pagsasaalang-alang sa serbisyo.
- Pipeline pigging station at baboy receiver: Sa mga pipeline system na idinisenyo para sa panloob na inspeksyon at paglilinis gamit ang pipeline inspection gauge (mga baboy), ginagamit ang butt weld caps bilang elemento ng pagsasara sa dulo ng mga launcher at receiver ng baboy. Ang takip ay maaaring permanenteng hinangin para sa mga system na gumagamit ng mga permanenteng receiver ng baboy na may hiwalay na pintuan ng pag-access, o pinapalitan ng mabilis na pagbukas na pagsasara sa mga operasyon ng high-frequency na pigging. Ang takip ay dapat na na-rate para sa buong pipeline operating pressure at temperatura.
- Mga pagwawakas ng pipeline sa ilalim ng dagat at malayo sa pampang: Ang mga subsea pipeline termination units (PLETs) at pipeline end manifolds (PLEMs) ay gumagamit ng heavy-wall butt weld caps sa mga dulo ng pipeline sa panahon ng construction at installation phase, na nagbibigay ng pressure-tight na pagsasara na maaaring makatiis ng hydrostatic external pressure sa lalim ng pag-install gayundin ang internal test pressure na inilapat bago i-commission ang pipeline. Ang mga subsea cap ay karaniwang ginagawa mula sa mataas na kalidad na seamless carbon steel o duplex stainless steel na may ganap na nondestructive examination (NDE) — kabilang ang radiographic testing ng weld seam sa welded caps at ultrasonic testing ng cap body — upang matugunan ang mahigpit na mga kinakailangan sa kalidad ng mga subsea pipeline code.
- Piping ng proseso ng kemikal at parmasyutiko: Sa stainless steel process piping para sa pharmaceutical manufacturing, food processing, at specialty chemical production, ang butt weld caps ay nagsasara ng mga sampling port, mga koneksyon ng instrumento, at mga branch lines sa ilalim ng hygienic o ultra-clean piping standards. Ang mga takip na hindi kinakalawang na asero sa mga application na ito ay tinukoy na may mga kinakailangan sa panloob na pagtatapos sa ibabaw — karaniwang Ra ≤ 0.8 μm na electropolish para sa mga aplikasyon sa parmasyutiko — upang maiwasan ang pag-iipon ng microbial o nalalabi sa produkto sa saradong dulo ng takip.
Mga Kinakailangan sa Welding, Inspeksyon, at Kalidad para sa Butt Weld Cap Joints
Ang integridad ng pag-install ng butt weld pipe cap ay nakasalalay sa kalidad ng welded joint sa pagitan ng cap at pipe, na dapat isagawa ng mga kwalipikadong welders kasunod ng aprubadong welding procedure specification (WPS) alinsunod sa naaangkop na piping code — ASME B31.3 para sa proseso ng piping, ASME B31.4 o B31.8EN para sa European pipelines, o equivalent na 10,000,000. mga code. Ang butt weld joint sa pagitan ng cap at pipe ay isang full-penetration groove weld na nangangailangan ng kumpletong pagsasanib sa buong kapal ng pipe wall, na na-verify sa pamamagitan ng hindi mapanirang pagsusuri na naaangkop sa fluid service at pipe class.
Para sa normal na fluid service na carbon steel piping sa ASME B31.3, ang pinakamababang NDE na kinakailangan para sa butt welds ay random radiographic o ultrasonic testing sa 5% ng mga joints sa bawat weld category, na may visual na pagsusuri sa lahat ng welds. Para sa Category D fluid service (low-pressure, non-flammable, non-toxic fluids), maaaring sapat na ang visual na pagsusuri lamang. Para sa serbisyong may mataas na presyon, cyclic na serbisyo, o mga likidong inuri bilang Kategorya M (napakalason), 100% radiographic o ultrasonic na pagsusuri ng lahat ng butt weld joints ay kinakailangan, na kinabibilangan ng cap-to-pipe weld. Ang mga kinakailangan sa kalidad ng weld na ipinahayag sa pamantayan sa pagtanggap ayon sa ASME Seksyon V at Seksyon IX ay dapat matugunan bago tanggapin ang joint at ang sistema ay masuri ang presyon.
Ang mga kinakailangan sa pag-preheat para sa welding ng carbon steel at chrome-moly alloy cap ay sumusunod sa mga kinakailangan na partikular sa materyal ng ASME B31.3 Talahanayan 330.1.1 at AWS D1.1 o katumbas, batay sa katumbas ng carbon, kapal ng pader, at temperatura ng kapaligiran. Ang mga stainless steel cap sa pangkalahatan ay hindi nangangailangan ng preheat ngunit maaaring mangailangan ng interpass temperature control sa panahon ng welding upang maiwasan ang sensitization ng heat-affected zone — isang partikular na alalahanin para sa standard-carbon grades gaya ng 304 at 316 sa serbisyo na may kinalaman sa mataas na temperatura o corrosive media. Ang mga mababang-carbon na "L" na grado (304L, 316L) ay mas gusto sa welded stainless steel piping upang mabawasan ang panganib sa sensitization nang hindi nangangailangan ng post-weld heat treatment.
Checklist ng Pagkuha para sa Butt Weld Pipe Caps sa Kritikal na Serbisyo
Para sa mga mamimili at project engineer na kumukuha ng butt weld pipe caps para sa mga kritikal na industriyal na piping application, pinipigilan ng structured procurement checklist ang mga error sa detalye at mga kakulangan sa kalidad na maaaring magresulta sa magastos na pagpapalit ng field o pagkabigo sa integridad.
- Kumpirmahin ang nominal na laki at iskedyul ng tubo: I-verify na eksaktong tumutugma ang cap NPS at iskedyul sa konektadong pipe — hindi lamang ang diameter sa labas ng pipe, dahil ang mga tubo ng parehong NPS ngunit magkaibang mga iskedyul ay may parehong OD ngunit magkaibang kapal ng pader at samakatuwid ay magkakaibang mga paghahanda sa bevel.
- Tukuyin ang grado ng materyal at detalye ng ASTM: Isama ang parehong numero ng detalye ng materyal ng ASTM at ang partikular na pagtatalaga ng grado — halimbawa "ASTM A234 Grade WPB" sa halip na "carbon steel" - upang maiwasan ang pagpapalit ng materyal na mas mababa ang grado o hindi tumutugma.
- Nangangailangan ng mga ulat ng materyal na pagsubok (MTRs): Para sa mga application ng pressure service, nangangailangan ng mga certified material test reports (CMTRs) na masusubaybayan sa cap heat number, na nagkukumpirma ng kemikal na komposisyon at mekanikal na katangian sa pagsunod sa tinukoy na pamantayan ng ASTM.
- Tukuyin ang seamless o welded construction: Para sa mga aplikasyon ng high-pressure, hydrogen, o sour service, tahasang tukuyin ang tuluy-tuloy na konstruksyon — huwag payagan ang welded-and-drawn substitution nang walang pagsusuri at pag-apruba sa engineering.
- Kumpirmahin ang naaangkop na pamantayang sukat: Tukuyin ang pagsunod sa ASME B16.9 (North American projects), EN 10253 (European projects), o ang detalye ng materyal na piping na partikular sa proyekto upang matiyak ang dimensional na compatibility sa mga konektadong bahagi ng piping.
- I-verify ang mga kinakailangan sa pagmamarka at traceability: Kinakailangan ng ASME B16.9 na ang mga takip ay markahan ng pagkakakilanlan ng tagagawa, grado ng materyal, laki, at iskedyul. Para sa kritikal na serbisyo, maaaring kailanganin ang karagdagang pagmamarka ng numero ng init at color coding sa bawat detalye ng klase ng materyal ng piping ng proyekto upang mapanatili ang kakayahang masubaybayan ang materyal sa yugto ng konstruksiyon.

 2025-11-17Magbasa pa
2025-11-17Magbasa pa 2025-11-17Magbasa pa
2025-11-17Magbasa pa